Кітайскі 6-восевы робат-манітор 1500 м з металічнай рамай і зварачным MIG-робатам




Характарыстыкі
-Рука робата:
- Працэс ліцця пад ціскам, алюмініевая рука, лягчэйшая і больш гнуткая
- Унутраныя правады і клемы робата выраблены вядучымі сусветна вядомымі брэндамі: DYEDEN, TAIYO, а таксама ABB і Fanuc.
- Вядучы кітайскі брэнд кантролера, рухавіка і рэдуктара.
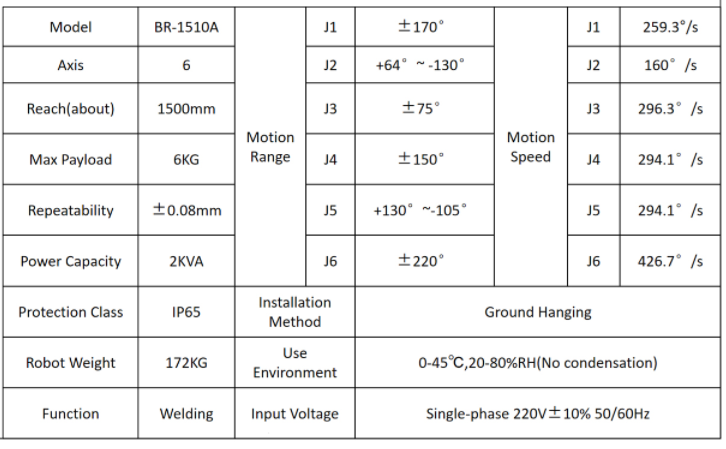
Параметры зварачнага робата BR-1510 MIG паказаны ніжэй:
-Сістэма кіравання зварачным робатам JHY:

-Зварачны апарат: MEGMEET Artsen Pro500PR
- Крыніца зварачнага току серыі Artsen Pro была распрацавана на базе зварачнага апарата серыі Artsen Plus. Яна задаволіла попыт на высокаэфектыўную зварку, асабліва для тоўстых лістоў.
-
Для зварачнага апарата серыі Artsen Pro даступная крыніца харчавання 500 А 100%.
- Дзякуючы інвертарнай тэхналогіі з частатой да 100 тыс. Гц і высокай хуткасці выбаркі, Artsen Pro дасягае дакладнага кіравання і гнуткасці ў розных характарыстыках зваркі.
- Серыя Artsen Pro стандартна выкарыстоўвае LSA — працэс зваркі з нізкім узроўнем распылення. Thunder Fusion таксама даступны з Artsen Pro для ўдасканаленага кароткадугавога імпульснага і падвойнага імпульснага MIG/MAG зваркі.
- Зварачны апарат серыі Artsen Pro адпавядае патрабаванням для высакаякаснай зваркі вугляродзістай сталі, нержавеючай сталі і алюмініевых сплаваў.
- Абсталяваны сістэмай пастаяннага зварвання Constant Fusion, якая дазваляе аўтаматычна змяняць хуткасць падачы дроту ў імпульсным рэжыме ў залежнасці ад даўжыні вылету дроту і падтрымлівае стабільнасць праварвання.
- Абсталяваны портам USB для абнаўлення, што забяспечвае доступ да самага перадавога працэсу зваркі, распрацаванага MEGMEET, і найбольш прыдатнага праграмнага забеспячэння для зваркі, якое падыходзіць для розных умоў зваркі.
-Зварачная гарэлка:
- Вадзяное астуджэнне з высокаадчувальнай прыладай супраць сутыкненняў значна падаўжае тэрмін службы паходні
-Пазіцыянер зваркі і рэйкавы рух робата
- Дадаткова можна выбраць 1-, 2- і 3-восевыя зварачныя пазіцыянеры. Карысная нагрузка і памер працоўнага стала можна наладзіць у адпаведнасці з патрабаваннямі.
- Рухавік для робата можа быць выраблены па індывідуальных заказах у адпаведнасці з патрабаваннямі заказчыка. Даўжыня 3/6/9/12 м. Грузападымальнасць: 500/1000 кг.
- Абслугоўванне машыны простае і лёгкае ў эксплуатацыі, а разліковы тэрмін службы складае больш за 10 гадоў
Увага да кожнай дэталі робіць робата JHY лепшым
Напішыце тут сваё паведамленне і адпраўце яго нам
Катэгорыі прадуктаў
-

Сертыфікаваны CE 6-восевы кранштэйн з нержавеючай сталі Puls ...
-

6-восевая прамысловая аўтаматызацыя зваркі MIG...
-

Кітайская высокаэфектыўная рабатызаваная зварачная рука
-

JHY 6-восевая робатамабільная рука прамысловага аўтаматычнага дугавога ...
-

6-восевы зварачны робат MIG MAG з дыяпазонам 1500 мм з ...