6-восевы зварачны робат MIG MAG дыяпазон 1500 мм са зварачным апаратам





Характарыстыкі
-Рука робата:
- Працэс ліцця пад ціскам, алюмініевая рука, лягчэйшая і больш гнуткая
- Унутраныя правады і клемы робата выраблены вядучымі сусветна вядомымі брэндамі: DYEDEN, TAIYO, а таксама ABB і Fanuc.
- Вядучы кітайскі брэнд кантролера, рухавіка і рэдуктара.
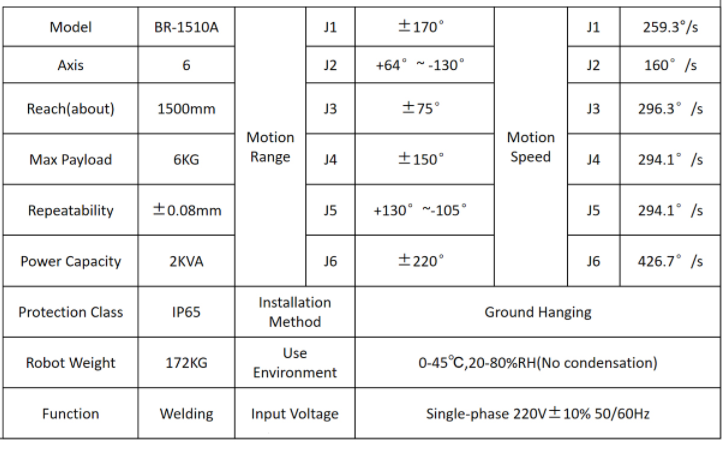
Параметры зварачнага робата BR-1510 MIG паказаны ніжэй:
-Сістэма кіравання зварачным робатам JHY:

-Зварачны апарат: Aotai NBC350RL
-
Мае тры рэжымы зваркі: нізкае разбрызгванне, хуткая кропкавая зварка і пастаянны ціск.
- Ён можа ажыццяўляць зварку вугляродзістай сталі таўшчынёй 1~3 мм з ультранізкім узроўнем пырскаў. Колькасць пырскаў зваркі зніжаецца на 60%;
- Падатак цяпла зніжаецца на 10%~20%, зварка тонкіх пласцін лёгка кантралюецца, а дэфармацыя невялікая;
- Цалкам лічбавая сістэма забяспечвае дакладны кантроль пераходу кропель і дасягае бесперапыннай і стабільнай якасці зваркі;
- Тэхналогія мяккага пераключэння інвертарнага рэжыму можа павысіць надзейнасць усёй машыны і зэканоміць энергію і электрычнасць;
- Цалкам лічбавая высокадакладная сістэма кіравання падачай дроту, двухпрывадная двухпадпарадкаваная цалкам лічбавая прылада падачы дроту з энкодэрам, забяспечвае стабільнасць падачы дроту нават пры змене знешніх фактараў, такіх як напружанне крыніцы харчавання і супраціўленне падачы дроту.
-Зварачная гарэлка:
- Паветранае астуджэнне з высокаадчувальнай прыладай супраць сутыкненняў значна падаўжае тэрмін службы паходні
-Пазіцыянер зваркі і рэйкавы рух робата
- Дадаткова можна выбраць 1-, 2- і 3-восевыя зварачныя пазіцыянеры. Карысная нагрузка і памер працоўнага стала можна наладзіць у адпаведнасці з патрабаваннямі.
- Рухавік для робата можа быць выраблены па індывідуальных заказах у адпаведнасці з патрабаваннямі заказчыка. Даўжыня 3/6/9/12 м. Грузападымальнасць: 500/1000 кг.
- Абслугоўванне машыны простае і лёгкае ў эксплуатацыі, а разліковы тэрмін службы складае больш за 10 гадоў
Увага да кожнай дэталі робіць робата JHY лепшым
Напішыце тут сваё паведамленне і адпраўце яго нам
Катэгорыі прадуктаў
-

JHY 6-восевая робатамабільная рука прамысловага аўтаматычнага дугавога ...
-

Кітай 6-восевы робат-манітор 1500 м з металічнай рамай міг ве...
-

Сертыфікаваны CE 6-восевы кранштэйн з нержавеючай сталі Puls ...
-

6-восевая прамысловая аўтаматызацыя зваркі MIG...
-

Кітайская высокаэфектыўная рабатызаваная зварачная рука